


工控机与PLC区别:从硬件到应用,适配不同工业控制需求
在工业自动化系统中,工控机与PLC是两类核心设备,二者均服务于工业控制场景,但核心定位、功能特性及应用场景存在本质差异,常被行业从业者混淆。本文以工控机为核心,结合工业应用实际,精准拆解二者核心区别,为设备选型提供专业参考。
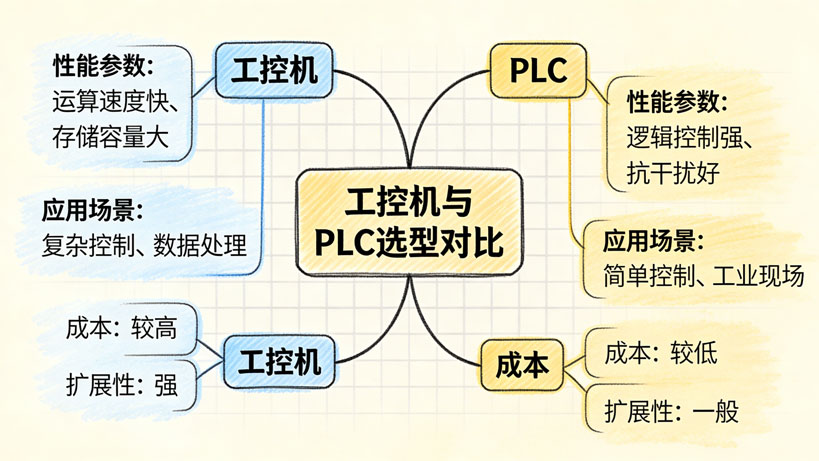
工控机(工业控制计算机)是专为工业恶劣环境设计的通用型计算设备,基于工业级加固硬件,继承通用计算机运算核心,重点实现工业数据采集、分析、处理及综合控制,兼具通用性与扩展性,适配复杂工业场景需求。
PLC(可编程逻辑控制器)是专注于工业逻辑控制的专用设备,初衷为替代传统继电器电路,核心功能是执行离散开关量控制、顺序控制,侧重“指令执行”,数据处理能力较弱,适配简单控制场景。
工控机硬件采用工业级主板、低功耗CPU、抗振存储及专用电源,机箱具备防尘、防水、抗振、抗电磁干扰特性,支持双电源冗余设计,可7×24小时不间断运行。配备丰富通用接口与扩展槽,可灵活插入IO控制卡、图像采集卡等,适配多设备联动需求。
PLC采用模块化结构,由CPU模块、电源模块、IO模块及通信模块组成,体积小巧、安装便捷。IO模块可直接适配工业现场24V直流开关量、4-20mA模拟量信号,抗干扰能力突出,但扩展性有限,仅能通过自身模块扩展,无法满足复杂硬件扩展需求。
工控机搭载Windows、Linux等通用操作系统,支持C/C++、Python等主流编程语言,可运行SCADA系统、数据分析软件及人机界面程序,实现“控制+管理”一体化,支持物联网、边缘计算等智能化功能,可完成数据上传、报表生成等复杂操作。
PLC采用专用编程软件及梯形图、指令表等工业标准编程方式,贴合电气工程师操作习惯,擅长编写逻辑控制、定时计数程序,响应速度达微秒级,执行效率高,但软件功能单一,无法运行复杂数据分析程序。
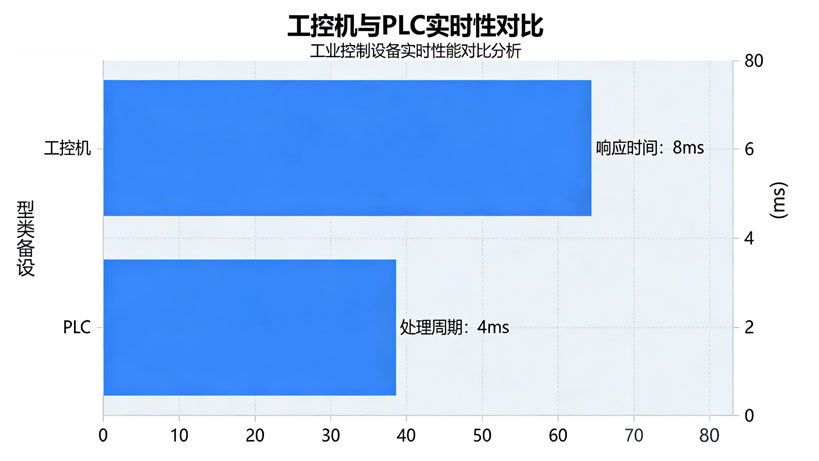
工控机实时性受操作系统调度影响,通常为毫秒级,可通过实时扩展技术优化,但难以满足高精度同步控制需求;工业级工控机经特殊加固,可实现7×24小时稳定运行,极端环境下故障率略高于PLC。
PLC采用循环扫描机制,实时性达微秒级,结构简单、无多余机械部件,平均无故障时间长,更适配对时间敏感、无人值守的现场控制场景。
工控机核心应用于复杂工业场景,如智能工厂集中监控中心(对接多台PLC及工业设备,实现生产线调度管理)、机器视觉检测(运行图像处理算法)、电力系统、轨道交通等需复杂数据处理与系统集成的领域。
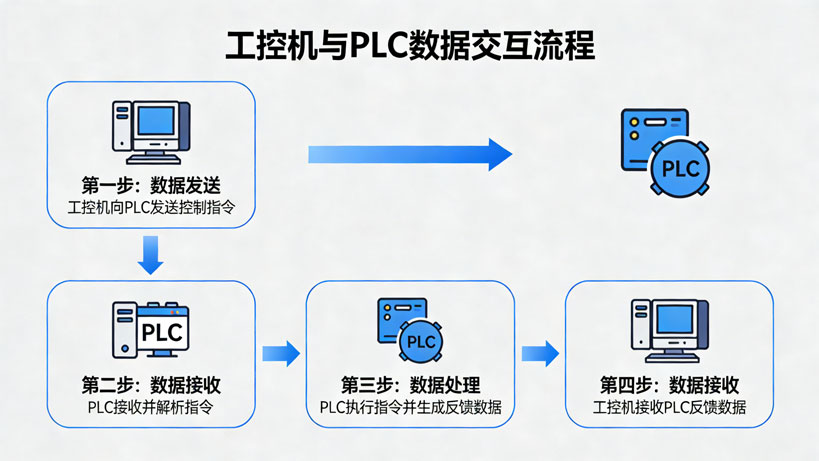
PLC主要应用于离散制造业现场控制,如汽车装配线机械臂控制、传送带启停、小型化工设备及包装机的简单模拟量调节,承担底层实时逻辑控制任务。实际应用中,二者常协同工作,形成“底层控制+上层管理”的完整工业自动化架构。
工控机与PLC的核心差异在于“通用计算与综合管理”和“专用逻辑与高效控制”的定位区分。工控机作为工业级通用计算平台,侧重复杂数据处理与系统集成;PLC作为专用控制设备,侧重实时逻辑执行。二者互补协同,共同支撑工业自动化、智能制造发展,明确二者差异是精准选型、提升工业控制效率的关键。




售前电话:4008-616-216售前邮箱:sales@hwsys.cn
售后电话:4008-616-216售后邮箱:support@hwsys.cn
- 产品服务模块化工控机嵌入式工控机服务器/工作站标准主板AI人工智能计算模组工业平板电脑软件系统定制服务
- 解决方案矿山电力交通石化轨交储能水务机器人智能制造粮库
- 服务与支持资料下载维修申请问题反馈
- 关于汉为公司介绍发展历程企业荣誉技术创新核心优势合作伙伴联系我们