


检测设备为什么要用工业控制计算机?看采集节拍、接口联动与稳定运行
在尺寸测量、外观检测、漏检复检、条码识别和电性能测试等场景里,工业控制计算机并不只是“装软件的主机”,而是检测设备稳定运行的执行平台。它既要接工业相机、光源控制器、传感器、PLC 和扫码器,也要负责结果缓存、节拍控制、异常报警和数据上传。对采购人员来说,检测设备用什么工控机,重点从来不只是 CPU 型号,而是这台工业计算机能不能在连续运转、频繁触发和多接口联动的现场里长期稳定工作。
一、检测设备为什么比普通办公电脑更依赖工控机
检测设备看起来像一套软件系统,实际却是典型的“硬件联动型”应用。相机拍照要跟触发信号对齐,测量结果要跟工位编号绑定,不合格品要同步剔除,日志和图片还要保留给追溯系统。普通电脑在办公室里运行报表、文档没有问题,但放到产线边上,往往会遇到三类麻烦:接口数量不够、连续运行不稳、环境适应性不足。
比如一台在线检测设备,可能同时连接 2 路工业相机、1 套光源控制器、1 个扫码枪、1 个 PLC、多个光电传感器和一块触摸屏。如果靠 USB 转串口、外接小盒子和民用主机临时拼接,现场调试阶段还能勉强工作,到了正式投产后,就容易出现识别延迟、端口掉线、启停后设备顺序错乱等问题。相比之下,工控机、工业电脑和嵌入式工控机更强调接口原生集成、宽压供电、抗振动和 7×24 小时稳定运行,更适合作为检测设备的底层平台。
二、一台工业控制计算机在检测设备里通常承担哪些任务
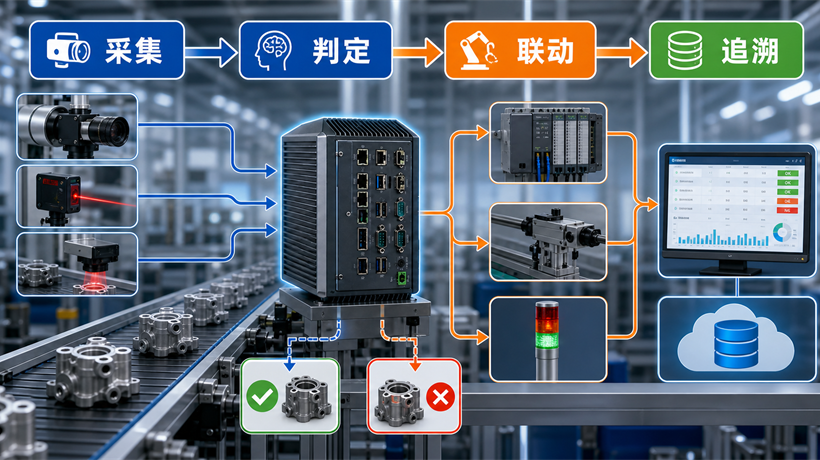
- 接入工业相机、传感器、扫码器和 PLC,完成统一触发与信号收集。
- 运行检测软件,在本地完成图片处理、尺寸判定、条码校验或测试结果比对。
- 把检测结果与产品编号、工位、时间戳绑定,形成追溯数据。
- 在现场直接输出 NG 信号、声光报警或剔除指令,而不是只把结果传到上位系统。
- 缓存图片、日志和异常记录,在网络波动时保证数据不丢失。
- 向 MES、WMS 或质量系统上传统计结果,支持后续分析和报表。
从这个分工可以看出,检测设备所用的工业控制计算机既要懂“采集”,也要承担“联动”和“留痕”。如果只是把它当成普通主机采购,就很容易在项目后期补装采集卡、串口扩展盒和交换设备,反而增加故障点。
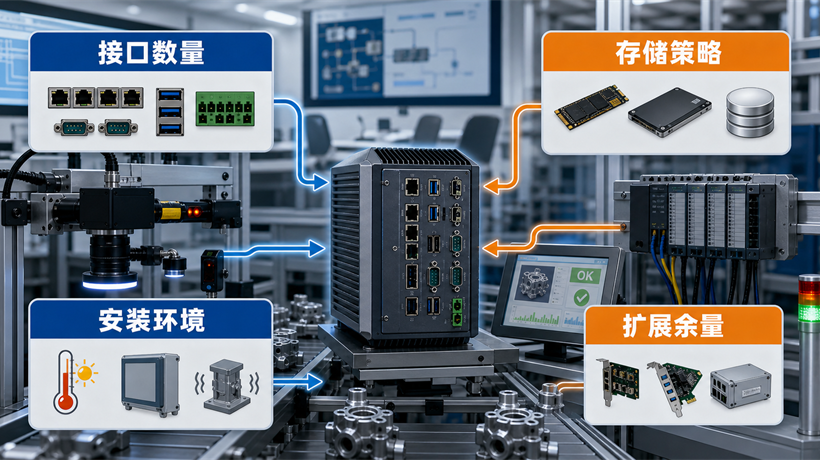
三、采购检测设备工控机,先核对这 5 个维度
| 核对维度 | 为什么重要 | 采购判断点 |
|---|---|---|
| 接口类型 | 决定相机、PLC、扫码器和传感器能否直接接入 | 优先确认网口数量、串口数量、USB 版本、DI/DO 需求,以及是否需要额外采集卡 |
| 处理任务 | 决定是基础采集判定,还是要兼顾视觉分析与本地数据库 | 区分单相机检测、多相机检测和带 AI 分析的任务,避免只看主频不看负载结构 |
| 存储策略 | 决定图片、日志和复检记录能否可靠保留 | 确认工业 SSD 容量、是否需要双盘、异常断电后的数据恢复策略 |
| 安装环境 | 决定设备能否在机柜、产线边或高粉尘工位稳定运行 | 重点看无风扇设计、宽温范围、抗振能力、安装方式与散热空间 |
| 后续扩展 | 决定设备升级相机数量、增加工位或接入系统时是否要整机更换 | 确认是否预留第二网口、扩展槽、无线通信模块或更多 IO 资源 |
四、哪些检测场景更适合用嵌入式工控机,哪些需要更高扩展平台
1. 紧凑型在线检测设备
如果设备安装空间有限,主要任务是条码读取、尺寸判定、光电检测和结果上传,通常更适合选择嵌入式工控机。这类平台体积紧凑、接口集中、便于固定在机架内部,适合贴近工位部署,减少线缆过长带来的干扰问题。
2. 多工位联动检测线
当一条线同时包含上料、拍照、测量、判定、剔除和复检多个动作时,工业控制计算机要承担的不只是算力,还包括多网口通信、串口外设管理和本地缓存能力。此时采购关注点应该放在接口冗余、稳定供电和日志留存,而不是一味追求更高的消费级配置。
3. 带视觉分析或边缘 AI 的检测站
部分检测项目会加入缺陷分类、字符识别、模板比对或轻量 AI 分析,这时可以考虑边缘计算工控机或 AI 工控机平台。但即使增加智能分析,底层仍然要先满足触发同步、相机带宽、结果回传和异常联动。换句话说,AI 只是检测环节的增量能力,工业计算机的接口与稳定性仍然是基础条件。
五、项目落地时最容易被忽略的 4 个问题
- 只确认当前设备数量,没有确认半年后是否增加相机、复检工位或二次包装工站。
- 只看检测软件能否运行,没有确认 PLC 联动、报警输出和追溯系统对接方式。
- 只问整机价格,没有把停机排障、备件一致性和后续接口改造成本算进去。
- 只考虑机箱装得下,没有核对现场粉尘、温升、振动和维护窗口是否匹配。
这些问题在招标或采购对比阶段不明显,但往往会在量产后一两个月集中暴露。很多检测设备返工,并不是检测算法本身不够,而是底层平台没有为接口、缓存和环境适应预留足够余量。
六、给采购和集成商的实用选型建议
如果项目是单工位、单相机、单 PLC 的基础检测任务,选择接口够用、无风扇、支持工业级存储的工控机通常就能满足需求;如果项目涉及多工位联动、多相机采集、结果追溯和弱网环境,建议把工业控制计算机当成整机方案的一部分统一评估,重点核对接口图、触发链路、存储周期和现场安装条件。
- 先画清楚“传感器/相机-工控机-PLC-执行机构-上位系统”的任务链路,再定接口配置。
- 先确认异常情况下要保留哪些图片和日志,再决定 SSD 容量与缓存策略。
- 先判断是设备内部嵌入式部署,还是柜内集中部署,再选择嵌入式工控机或更高扩展平台。
结语
检测设备之所以普遍采用工控机、工业电脑或工业控制计算机,本质上不是为了“更专业”的概念包装,而是因为检测现场对采集节拍、接口联动、数据追溯和长期稳定运行都有明确要求。选对平台,意味着后续调试更顺、停机更少、扩展更从容;选错平台,则很容易在量产后把问题集中暴露在接口、缓存和维护环节。




售前电话:4008-616-216售前邮箱:sales@hwsys.cn
售后电话:4008-616-216售后邮箱:support@hwsys.cn
- 产品服务模块化工控机嵌入式工控机服务器/工作站标准主板AI人工智能计算模组工业平板电脑软件系统定制服务
- 解决方案矿山电力交通石化轨交储能水务机器人智能制造粮库
- 服务与支持资料下载维修申请问题反馈
- 关于汉为公司介绍发展历程企业荣誉技术创新核心优势合作伙伴联系我们